





Avantaje
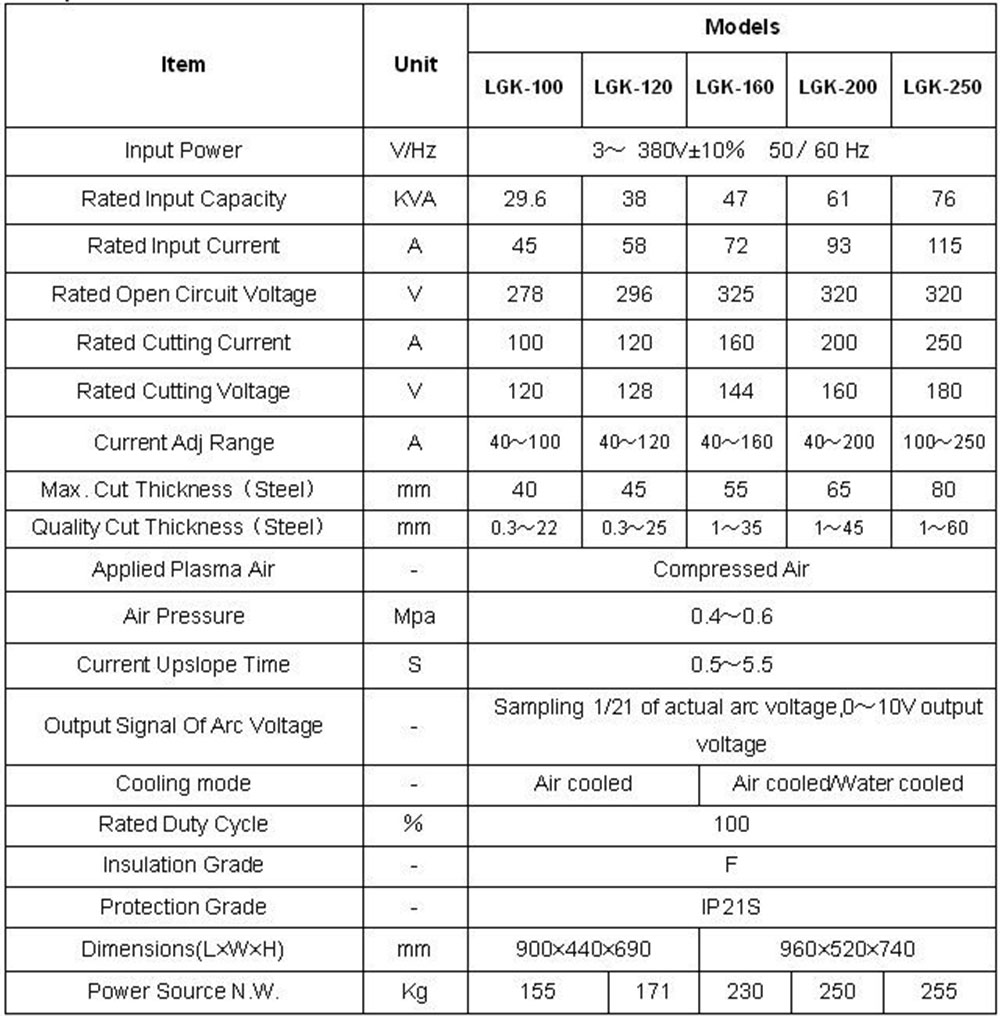
► ciclu de lucru 100% (40℃);
► Curentul de tăiere este reglabil continuu, potrivit pentru sudarea plăcilor atât subțiri, cât și groase;
► Se va opri automat de tăiat atunci când lipsește presiunea aerului sau presiunea hidraulică pentru a proteja lanterna de arsuri;
► Există semnal de sincronizare a arcului și conector de semnal de tensiune de arc care sunt ușor de tăiat automat și potrivite în special pentru potrivirea cu mașina cu control numeric și robot;
► Curentul de tăiere în sus poate fi reglat pentru a preveni deteriorarea duzei și a electrodului;
► Semnalul de lovire a arcului, semnalul de presiune a arcului, controlul alimentării cu aer și funcția de ieșire a presiunii arcului îl fac special potrivit pentru tăierea CNC și robot;
► Sunt disponibile două mașini de utilizare paralelă, dublarea curentului de ieșire pentru a tăia bine materialul cu grosime suplimentară;
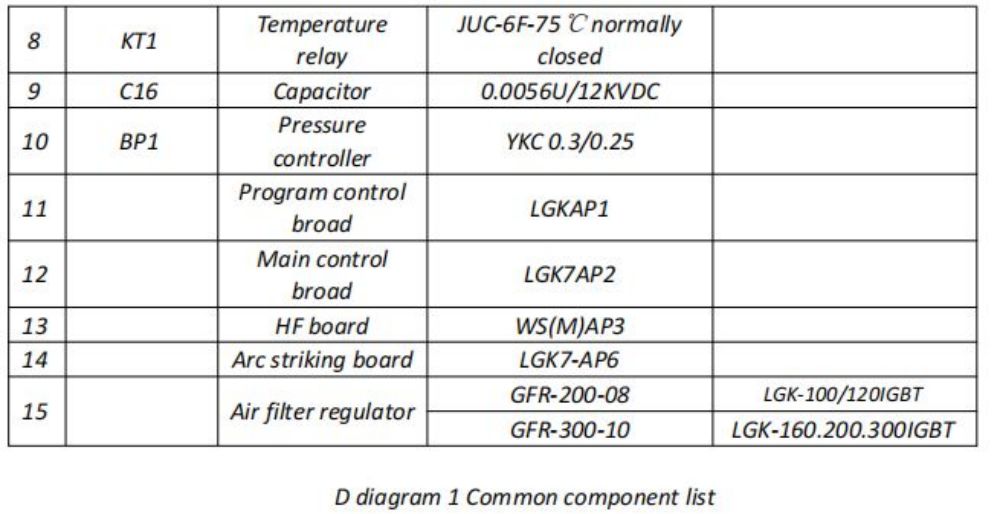
► Setarea mașinii utilizate, afișajul digital îl face special potrivit pentru utilizarea mașinii și a roboților.
Parametrii principali
2. Condițiile gazului plasmatic
Interval de presiune de lucru: 0,4 MPa ~ 0,6 MPa
Rezistența la compresiune a conductei de alimentare cu gaz: ≥1MPa
Dimensiunea interioară a conductei de alimentare cu gaz: ≥Φ8
Flux de alimentare cu gaz: ≥180L/min
Filtrați apa din gaz și apoi puneți-o în tăietor
Principii de lucru
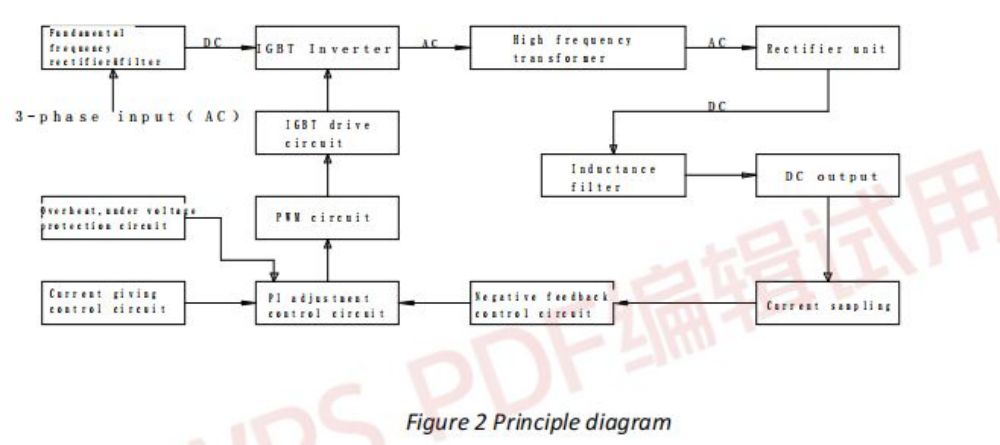
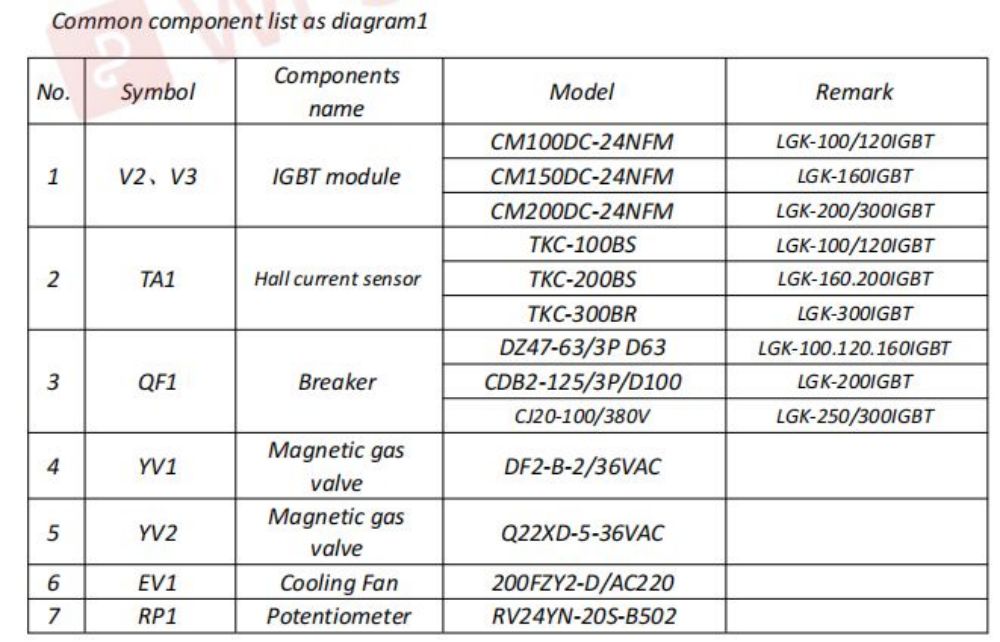
Circuitul de control al mașinii de tăiat adoptă partea electronică avansată IGBT ca componentă principală a comutatorului invertorului.Puterea AC trifazată este convertită în curent DC de înaltă frecvență de 20KHz după ce a fost rectificată de un redresor trifazat.Apoi, sub funcția invertorului IGBT, curentul DC este inversat la curentul de înaltă frecvență AC, care este inversat la curentul DC după ce a experimentat o reducere a tensiunii la transformatorul de înaltă frecvență, curentul redresându-se într-o diodă de recuperare rapidă.Acest curent continuu este filtrat prin reactor și se obține curentul de tăiere de ieșire.
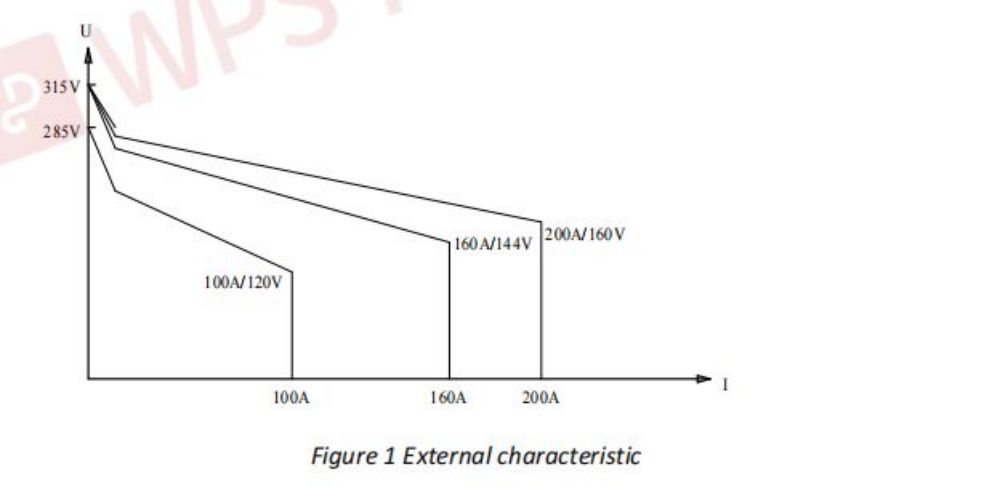
Circuitul de control poate controla curentul de ieșire controlând lățimea impulsului condus.Curentul de tăiere în timp real, care este obținut prin intermediul senzorului de curent conectat la terminalul de ieșire în serie, este utilizat ca semnal de control cu feedback negativ.După compararea cu semnalul de reglare curent, semnalul de control negativ este trimis către circuitul integrat de reglare PWM, apoi este emis un impuls de conducere controlat pentru a controla IGBT.Astfel, un curent de ieșire constant poate fi menținut și se obține o scădere abruptă și o caracteristică externă a curentului constant.Arcul de lovire adoptă modelul de lovire de înaltă frecvență.Circuitul principal se referă la figura apendice 1, iar schema de principiu a circuitului de control este prezentată în figura 2.
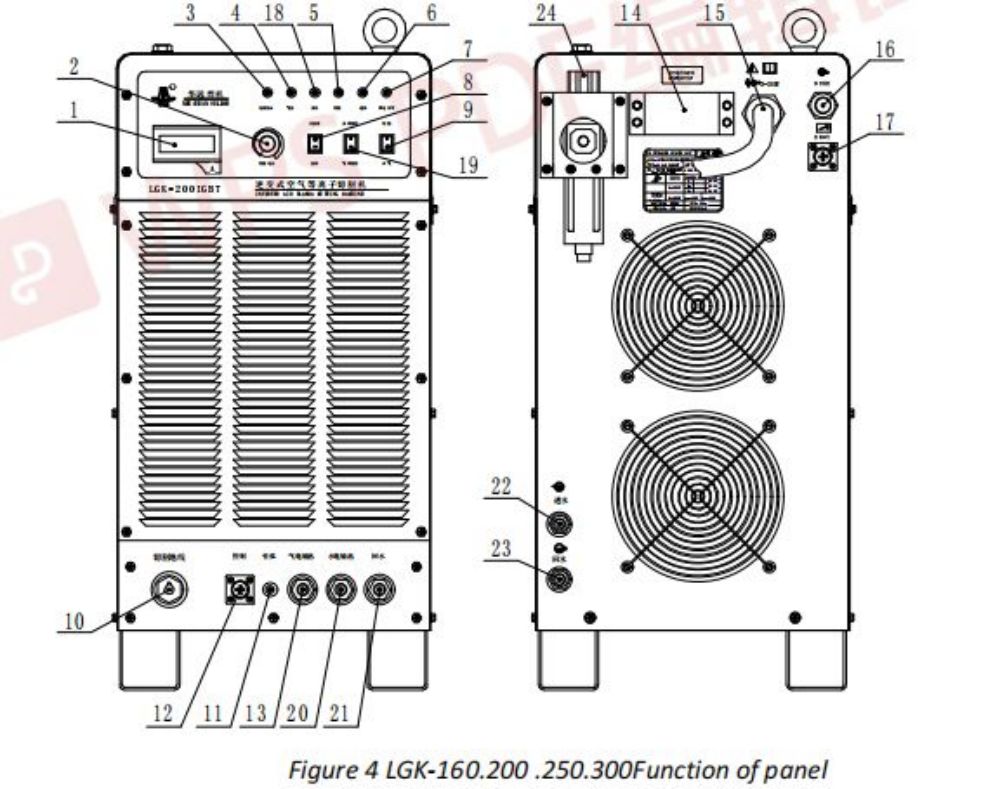
Panoul și funcțiile sale (LGK-100 vezi Figura 3, LGK-160/200/250/300 vezi Figura 4)
1. Ampermetru digital: Afișează curentul de tăiere prestabilit înainte de tăiere, afișează curentul de tăiere la tăiere
2. Buton de reglare a curentului de tăiere: Reglarea curentului de tăiere
3. Lampă indicatoare de alimentare: indică dacă tăietorul este alimentat.
4. Lampă indicatoare a presiunii aerului: este aprinsă când presiunea aerului comprimat depășește 0,2Mpa.Este OPRIT când presiunea este mai mică de 0,15Mpa.
5.Lampa indicatoare de tăiere: Când lampa aprinsă înseamnă că mașina de tăiat a pornit.
6. Lampă indicatoare de suprasarcină: Este aprinsă când cuțitul este supraîncărcat (în general este aprins când ventilatorul de răcire este deteriorat.)
7. Lampă indicatoare de eroare de intrare: Este aprinsă când sursa de alimentare pierde faza sau este mai mică de 330 VAC.
8. Comutator de selecție pentru controlul gazului: Când comută pe Verificare aer, supapa de gaz se deschide pentru a testa fluxul de gaz.Când trece la Tăiere, supapa de gaz se deschide automat în timpul tăierii.
9. Comutator de selectare a modului de funcționare a pistoletului: Când pornește în 2 trepte, comutatorul pistoletului trebuie apăsat în timpul procesului de tăiere, iar tăierea se oprește după slăbirea comutatorului.Când pornește 4-Step, apăsați comutatorul pistoletului și slăbiți-l, tăierea începe să funcționeze și se oprește după ce apăsați din nou comutatorul.
10. Ieșirea firului de împământare de tăiere: Pentru a conecta firul de împământare de tăiere
11. Terminalul pilot al lanternei: Pentru a conecta firul pilot al lanternei.
12. Priză de control al lanternei: Pentru a conecta firul de semnal de control al lanternei.
13. Terminal de ieșire aer și putere: terminalul de ieșire curent este și terminalul de ieșire a aerului comprimat.Este un conector pentru conducta de gaz pentru a conecta lanterna răcită cu apă atunci când este utilizată lanterna răcită cu apă și este conector pentru a conecta cablul răcit cu gaz a pistoletului atunci când este utilizată lanterna răcită cu aer.
14. Orificiu de rezervă pentru ieșirea tensiunii arcului: firul de ieșire a tensiunii arcului nu este conectat când mașina este terminată.Dacă este necesar, vă rugăm să deschideți capacul superior al tăietorului și să utilizați un cablu cu două fire pentru a conecta terminalul de fir de pe placa imprimată LGK7-AP5, care are două tipuri de semnal de ieșire, unul este ieșirea 1:1, iar celălalt este 1. :20 de ieșire, vă rugăm Figura 3 LGK-100 Funcția panoului conectați firul conform cerințelor și acordați atenție electrodului negativ și pozitiv.
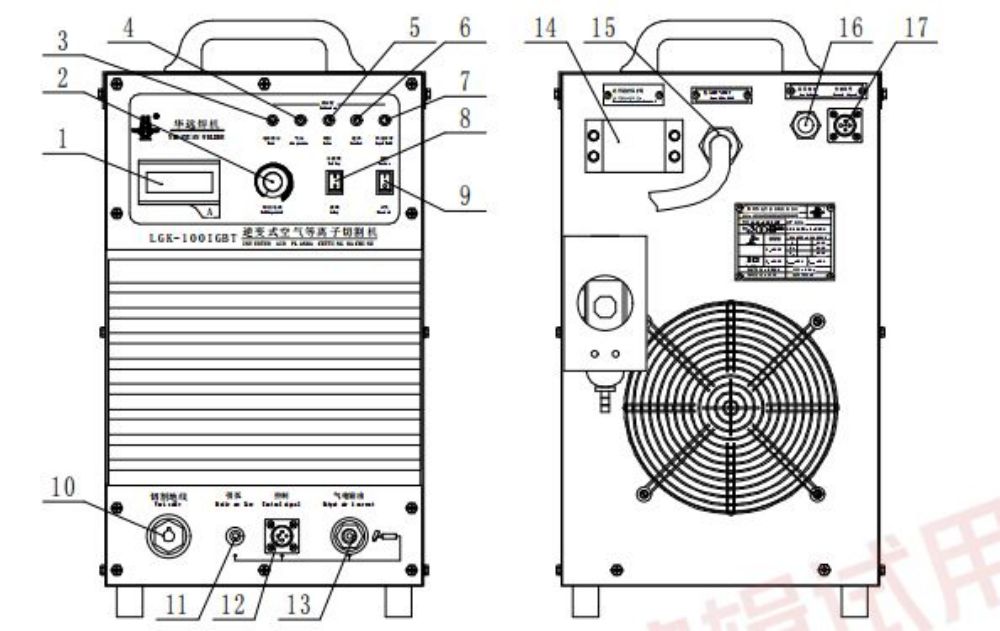
15. Conector semnal de control: Pentru a controla echipamentul de tăiere automată
16. Comutator sursă de alimentare: Controlați pornirea/oprirea sursei de alimentare trifazate a tăietorului
17. Filtru de reglare a presiunii aerului: Pentru reglarea presiunii de lucru a aerului comprimat și filtrarea apei din aer
18. Lampă de indicare a presiunii hidraulice: conectați alimentarea cu apă de răcire, când curentul de apă este mai mare de 0,45 L/min, lampa va fi aprinsă.
19. Comutator de selectare pistoletă răcită cu gaz/ pistoletă răcită cu apă: pistoletul răcit cu gaz este utilizat numai atunci când trece la răcirea cu gaz, iar pistolul răcit cu apă este utilizat în modul de răcire cu apă selectat.
20. Terminal de ieșire apă/putere: terminalul de ieșire a curentului de tăiere este și terminalul de ieșire a apei, este folosit pentru a conecta cablul de răcire cu apă.
21. Terminalul de retur al pistoletului: Este folosit pentru a conecta conducta de reciclare a apei.
22. Terminal de retur: este folosit pentru a conecta conducta de reciclare a rezervorului de apă.
23. Terminal de intrare apă: este folosit pentru a conecta conducta de ieșire a rezervorului de apă.

